2022-09-14
波峰焊是現(xiàn)在SMT行業(yè)插件元器件焊接所需要的主要焊接設(shè)備。現(xiàn)在很多產(chǎn)品都在提倡環(huán)保,所以都需要使用無鉛波峰焊。無鉛波峰焊接機(jī)的溫度要比有鉛的高18度左右。在預(yù)熱的時(shí)候和升溫降溫上都都有所不同。下面日東波峰焊來分享一下波峰焊溫度控制與細(xì)節(jié)把控!
1.無鉛波峰焊溫度設(shè)定:
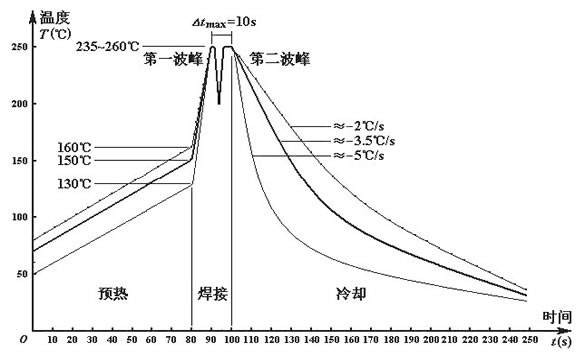
(1)預(yù)熱溫度為:80℃~150℃預(yù)熱時(shí)間為:40S-100S
(2)錫爐溫度為:250℃~280℃焊接時(shí)間為2S-8S
(3)運(yùn)輸速度為0.8m/min~1.8m/min
(4)升溫斜率是1-3℃/sec
2.無線波峰焊的細(xì)節(jié)把控:
1、設(shè)備有必要常常堅(jiān)持熱風(fēng)、冷卻、傳輸、波峰等電機(jī)外殼的清潔,以利于散熱;
2、守時(shí)查看錫爐、預(yù)熱器中加熱器的聯(lián)接狀況,如發(fā)現(xiàn)松動(dòng)、接觸不良、絕緣老化等現(xiàn)象應(yīng)別離予以緊固、收拾、替換;應(yīng)常常查看設(shè)備接地是否出色;
3、在呈現(xiàn)狀況時(shí)總電源開關(guān)的開閉應(yīng)先連續(xù)錫爐、預(yù)熱和波峰等大電流負(fù)載后才華進(jìn)行;
4、波峰電機(jī)未旋轉(zhuǎn)時(shí),阻止手動(dòng)調(diào)速,以防損壞調(diào)速組織;熔化焊料及往錫爐參加高溫液態(tài)焊料過程中,需戴必要的防護(hù)用品,以防燙傷;
5、各傳動(dòng)部分應(yīng)堅(jiān)持出色光滑,除視點(diǎn)調(diào)整組織可用一般光滑脂外,其他均運(yùn)用高溫油脂光滑;